您的当前位置:
您的当前位置:切割机电源厂家分析激光 VS 精密等离子谁强谁弱
来源:http://www.fnscut.com/news680589.html 时间:2021/9/9 3:00:00
等离子切割在金属切割范畴特别是精密等离子切割已经在很多工业范畴得到了极为广泛的使用可是,随着光纤等激光技能的发展激光切割机近年来也开始受到一些用户的喜爱那么,等离子切割与激光切割比较哪种切割办法更适合企业的产品出产?切割机电源厂家将经过多个维度来探讨两种切割工艺的优势和缺点
作业原理:精密等离子切割机
等离子切割:是以空气氧气或氮气作为作业气体,使用高温等离子电弧的热量使工件切断处的金属部分熔化和蒸腾,并凭借高速等离子流的动量排除熔融金属以构成割缝的一种加工办法。
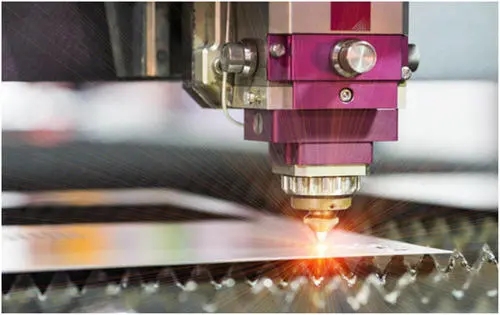
激光切割:切割机电源厂家提醒是由激光器发生的激光束,经过一系列反射镜的传输,最后由聚集镜聚集到工件外表,在焦点处发生部分高温,使工件的被加热点瞬间熔化或汽化构成割缝。一起在切割的过程中加以辅佐气体将割缝处的熔渣吹出,最终到达加工的意图。
二、切割板材品种精密等离子切割机
等离子切割:适用于各种金属资料的切割,以中厚板切割为主,碳钢,不锈钢,铝板,铜板。
激光切割机,激光切割:首要以中薄板为主,切割资料相对广泛, 有色金属高反资料(不锈钢 铝板 铜板)切割本钱相对偏高。
三、切割特色精密等离子切割机
等离子切割:切割机电源厂家发现在切割中厚板的过程中,能够到达十分高的切割速度,5-30mm板材,速度约1.5-3.5mm/min,割缝窄,热影响区小,变形小。
激光切割:激光具有高方向、高亮度、高强度等特色,所以激光切割速度快,切割薄板时速度可达10m/min,薄板切割比等离子切割机的速度快很多,中厚板切割速度明显低于精密等离子。加工精度高,割缝十分窄。
四、切割后处理精密等离子切割机
精密等离子切割:切割面的一侧会发生必定的斜口,约2-3°,比较激光垂直度会较差,外表光洁无挂渣。
激光切割:切割质量好,切割面能够直接用于焊接,不需要打磨,变形小,外表粗糙度值低,斜口小,精度高。
五、价格本钱
精密等离子切割:初期设备投入低,修理本钱低,但后期的割嘴成为首要耗材。
激光切割:本钱相对较高,小功率(1000w以下)接近于大功率精密等离子,中大功率(1000w以上)一次性投入偏高。修理本钱低,但后期的光学镜片成为首要耗材。切割机电源厂家发现激光在切割薄板当中性价比较高,但在切割中厚板时功率低,除非质量要求较高,否则中厚板不适宜用激光切割。
综上所述切割机电源厂家发现在薄板切割方面激光切割具有更加明显的优势,中厚板切割范畴精密等离子更胜一筹,而在本钱方面等精密离子切割相对于激光切割相对实惠。激光 VS 精密等离子,各有千秋!!归根结底,理性的投资,切合实际的安排,只要适合自己的,才是好的!!