您的当前位置:
您的当前位置:怎么设计等离子切割机运行速度
来源:http://www.fnscut.com/news787288.html 时间:2022/4/1 3:00:00
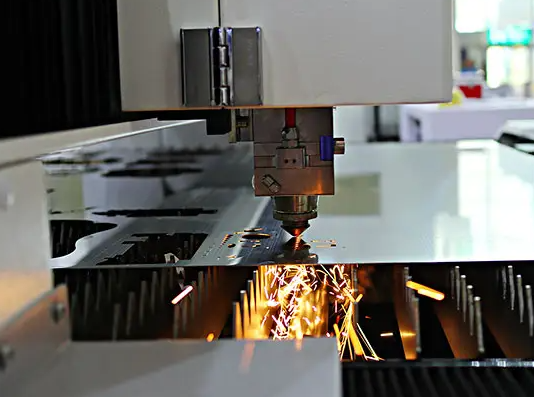
影响等离子切割机质量的要素有许多,例如空载电压和弧柱电压、切割电流巨细、电极内缩量、割嘴高度等各种等离子弧切割工艺参数,都将直接影响切割进程的稳定性、切割质量和作用。一般来说,空载电压和弧柱电压、切割电流巨细、电极内缩量、割嘴高度等要素是直接影响等离子弧的紧缩效应,也就是影响等离子弧的温度和能量密度,而等离子弧的高温、高能量决定着切割速度,所以可以说上述许多要素在实质上都是与切割速度有关的。
作为数控切割设备,应当在保证切割质量的前提下,应尽可能的提高切割速度。这不只提高生产率,而且能减少被割零件的变形量和割缝区的热影响区域。若切割速度不合适,其作用相反,而且会使粘渣增加,切割质量下降。
现在等离子切割机根据切割辅佐气体的不同分为多种,不同的辅佐切割气体切割速度标准也不尽相同。延伸等离子切割机易损件运用寿命的办法?
1.应保持等离子切割机等离子气体的枯燥和洁净,等离子切割机易损件需求枯燥和洁净的等离子气体才能正常作业,带有油污或水分的等离子气体会缩短切割机易损件的运用寿命。
2.保证等离子切割机运用气体的气压,正确的气压对等离子切割机配件的运用寿命非常重要。气体压力太高,等离子电极的运用寿命就会大大缩短;气体压力太低,等离子割嘴的运用寿命就会受到影响。
3.采用合理的切割高度,切割高度即等离子切割机割嘴与工件表面的距离,等离子切割加工穿孔时,尽量采用略高于参数表中的穿孔高度值。
4.从钢板边际作为起始点切割会延伸等离子切割机易损件的寿命,正确的办法是将等离子割嘴直接对准工件边际后再启动等离子弧。
5.等离子切割机割嘴过载运用,等离子割嘴会很快损坏。电流强度应为等离子割嘴的作业电流的95%为宜。
6.等离子切割加工起弧时等离子切割机喷嘴和电极的消耗都非常快,在开始进行切割前,应将等离子切割机割炬放在切割金属行走距离内。